
Qu'est-ce que le rayonnement laser ?
Qu'est-ce que la lumière laser ?
Lumière laser : Il se déplace à 299,792,458 mètres par seconde. Son spectre visible va de 400 à 700 nanomètres. Sa plus petite unité est un paquet d'énergie, un photon. Il est léger et son utilisation se développe dans les installations de production et de fabrication de tubes et de tuyaux à travers le monde.
Dans la plupart de ses formes naturelles et artificielles, la lumière a peu de pouvoir. Cependant, une invention révolutionnaire dans la seconde moitié des années 1950 a augmenté sa puissance et l'a concentrée dans une petite zone.
Ainsi est né un concept moderne et révolutionnaire :
l'Amplification de la Lumière par Emission de Rayonnement Stimulée, ou laser.
Soudage laser à fibre
Le soudage au laser à fibre, comme les autres méthodes d'usinage au laser, est une technologie sans contact qui a une zone limitée et affectée par la chaleur (ZAT), c'est pourquoi la technologie est une méthode privilégiée pour souder des produits délicats à grande vitesse. Le soudage au laser est également un processus plus reproductible et cohérent que les autres méthodes de soudage, et est capable de produire des liaisons à haute résistance sans avoir besoin de matériau de remplissage, de flux, de préparation ou de processus de nettoyage et de finition secondaires. Le soudage laser à fibre a permis à de nombreuses applications, telles que le stockage d'énergie avec des batteries lithium-ion et des dispositifs médicaux implantables, d'être fabriquées à des échelles extrêmes, à des coûts beaucoup plus bas, avec une plus grande cohérence, à des vitesses plus élevées et avec beaucoup moins de déchets et de contrôle qualité. problèmes. De plus, un processus de fabrication par soudage laser est beaucoup plus fiable que les autres technologies de soudage, car les dernières machines de soudage laser nécessitent peu ou pas d'entretien et pratiquement aucun temps d'arrête.
Cliquez ICI pour visiter notre nouveau site Web PhotonWeld
Toutes les dernières informations sur notre série Photonweld de machines de soudage laser ici pour trouver

The laser as a heating source
Laser welding requires that the laser raise the temperature of the material to be welded. The fiber laser light must be absorbed by the material to induce a temperature rise. In effect, the fiber laser light beam is focused onto the material similar to the way the sun can be focused by a magnifying glass. The difference is that the laser’s power density is many orders of magnitude higher.
Laser light photons, packets of light energy that make up the laser, impinge onto the material and are partly or wholly absorbed. The energy of the photon is absorbed in the metal material and causes a heat waves within the metal. Repeated absorption of photons eventually leads to metal surface breakup and melting.
Even for metals that absorb well, such as steel, the laser is initially reflected. A small percentage of the laser is absorbed, heating the metal surface. The increased surface temperature increases the absorption of the fiber laser light photons. This creates a snowball effect, in which the material is rapidly heated by the laser, leading to melting and formation of the weld.
Fiber Laser Welding
Unlimited possibilities
Laser Welding is a welding technology used to join several metal components. A laser produces a beam of high-intensity that is concentrated into one spot. This concentrated heat source enables fine, deep welding and high welding speeds.
Traditional but old laser welding technologies, such as
continuous-wave CO2 welding lasers are limited in terms of accuracy and undesired, high heat input into the weld and
the traditional pulsed Nd:YAG welding lasers are limited by the maximum welding speed, the minimal spot size that can be achieved and the electrical to optical energy conversion efficiency that is very bad.
With the latest fiber laser welding, the output power and the oscillation form of the laser beam is possible to change. Fiber Laser Welding is also very suitable for welding materials with a high melting point or with high thermal conductivity due to a very low thermal effect during welding. The energy conversion rate is very high and all this makes fiber laser highly adaptable to various applications for use in various welding assembly processes.
The fiber laser beam used for welding can be adapted as follows and characterized by different laser oscillation modes :
Pulsed laser beam welding (ideal for spot welding)
and
Continuous laser beam welding (ideal for seam welding)
Even more applications are demanding a higher precision control, lower heat input and lower electrical energy consumption.
Fiber Laser Welding is a technology that offers optimal solution for both: spot welding AND Seam Welding.

Laser welding does not operate on the same principles as other types of welding like TIG, MIG, MAG,..
Laser welding uses a beam of light, instead of electricity, to join two pieces of metal together through a melting and cooling process.
Another key difference with laser welding is the intensity and ability to focus the heat source: the laser. The much higher, focused heat than, say, the electricity of a MIG welder or TIG welder, means that the weld occurs much more quickly. What’s more, the ability to narrowly pinpoint the weld area leads to much greater precision and more accurate and attractive weld joints.
What does this mean for you?
- Higher speeds: till 10x faster than MIG welding, and till 40x faster than TIG welding.
- Minimal/no finishing: The accuracy of the laser welding process means that little to no grinding or finishing is needed.
- Visually superior: Laser welding is ideal for straight line joints in furniture and other consumer products, since there is a much smaller heat-affected zone and a much tighter weld.
- Greater strength: A smaller heat-affected zone also means less weakening of the material.
So when wouldn’t you want to use laser welding? Thicker materials and parts where the weld joint construction does not allow the fit-up to be consistently maintained generally are not good candidates for laser welding.
Wobble Laser - Oscillation laser
Soudage par oscillation laser à fibre
Lors de la production de soudures pour les industries qui reposent sur la précision, un mot comme « oscillation » peut déclencher des drapeaux rouges. Dans un monde de tolérances au niveau micrométrique, l'oscillation semble bâclée. Là où la force et la cohérence sont primordiales, l'oscillation semble faible et incohérente.
Mais parfois, c'est une réflexion originale qui mène à l'innovation. Ce sont ces mêmes facteurs qui ont placé le soudage au laser au centre des industries de haute technologie - avec ses vitesses de soudage élevées, sa petite zone affectée par la chaleur et ses soudures cohérentes.
Mais comme tous les processus de fabrication, il y a place à amélioration. Et le soudage laser n'est pas différent. Nous avons amélioré notre soudeuse laser Wobble au fil des ans pour devenir le meilleur !
WOBBLE - Soudage laser fibre
Machine de soudage laser à fibre portable
Soudage manuel RAPIDE, ÉCONOMIQUE et SÉCURISÉ avec un faisceau de lumière laser à fibre
Une machine de soudage laser à fibre portable est un nouveau type d'outil de soudage continu haute puissance et haut de gamme qui adopte une source laser à fibre de haute qualité pour produire un faisceau lumineux à fibre optique. Après le traitement de transmission, la lumière est focalisée sur la pièce pour réaliser un soudage continu. Il évite les deux seuils de déformation thermique et de post-traitement, et est respectueux de l'environnement et sans pollution, améliorant considérablement la résistance des joints et la qualité du soudage.
Le remplacement du soudage à l'arc traditionnel par une machine de soudage laser à fibre portable facilitera non seulement le soudage de moules, de caractères publicitaires, d'ustensiles de cuisine, de portes et de fenêtres, etc., mais rendra également le soudage laser possible dans les opérations extérieures, ce qui indique que ce traditionnel soudage de soudage électrique, soudage à l'arc sous argon, etc. sera bientôt remplacé par notre soudage laser wobble.
Qu'est-ce que le soudage laser oscillant ?
Les têtes de soudage laser standard sont conçues pour focaliser un faisceau laser collimaté sur une taille de point requise, en maintenant le trajet du faisceau statique en fixant le faisceau laser à un seul point statique.
Cette configuration standard limite chaque installation de soudage laser à une application spécifique.
Les têtes oscillantes, quant à elles, intègrent la technologie de miroir et de lentille à balayage (oscillation ou oscillation) dans une tête laser standard.
En déplaçant le faisceau avec des miroirs internes, le point focal n'est plus statique et il peut être ajusté en amplitude et en fréquence de manière dynamique. Cela augmente considérablement la flexibilité et la qualité de soudage.
Soudage par oscillation au laser à fibre ou soudage par agitation par faisceau laser
Soudage par faisceau laser par trépanation
Le soudage par oscillation au laser ou le soudage par agitation par faisceau laser est de plus en plus utilisé pour améliorer la qualité, les propriétés et la fiabilité de la soudure pour un large éventail d'industries, et les améliorations de la qualité du faisceau laser et des capacités de livraison contribuent à stimuler cette croissance. Le processus a une large application dans les industries de l'automobile, de l'aérospatiale et de la fabrication, pour n'en nommer que quelques-uns.
Le terme "soudage par agitation au laser" ou "soudage par oscillation au laser" a été inventé pour décrire un processus dans lequel le trou de serrure laser ou la cavité de vapeur était manipulé ou oscillé à une vitesse relativement élevée pour provoquer une action d'agitation dans une piscine plus grande. Il a également été appelé soudage par faisceau laser avec oscillation.
Le phénomène est centré sur une sélection appropriée de la densité d'énergie du laser et de la vitesse relative et du mouvement d'oscillation du faisceau sur la base des propriétés thermiques du matériau en cours de traitement.
L'effet ultime lorsque les paramètres corrects sont choisis est l'intégration de l'énergie distribuée sur la zone d'oscillation du faisceau, permettant au trou de serrure de provoquer une action d'agitation hydrodynamique sur le faisceau se déplaçant rapidement. L'énergie totale intégrée sur la région d'oscillation est responsable du maintien de la grande piscine fondue, tandis que l'intensité locale du faisceau soutient la cavité de vapeur pendant l'oscillation et l'agitation dans la piscine fondue. Le mouvement rapide du faisceau oscillant établit une nature d'auto-guérison du trou de serrure.
Les recherches menées au cours du développement du procédé ont montré que les soudures par faisceau laser produites sur des alliages à l'aide du procédé de soudage par agitation laser présentaient moins de défauts de soudure par rapport au soudage par faisceau laser traditionnel, ainsi que les avantages concomitants d'une plus grande taille de la soudure pour combler les écarts et améliorer résistance au cisaillement des joints à recouvrement et capacité améliorée à alimenter le matériau de remplissage.
Les applications du soudage par agitation au laser ont considérablement augmenté depuis sa création, sur la base du principe sous-jacent selon lequel l'oscillation rapide de la cavité de vapeur dans le bain de fusion fournit une action d'agitation hydrodynamique qui peut réduire les défauts liés à l'absorption de gaz et à l'instabilité du trou de serrure, tout en offrant des avantages simultanés associée à la formation d'un bain de fusion plus important.

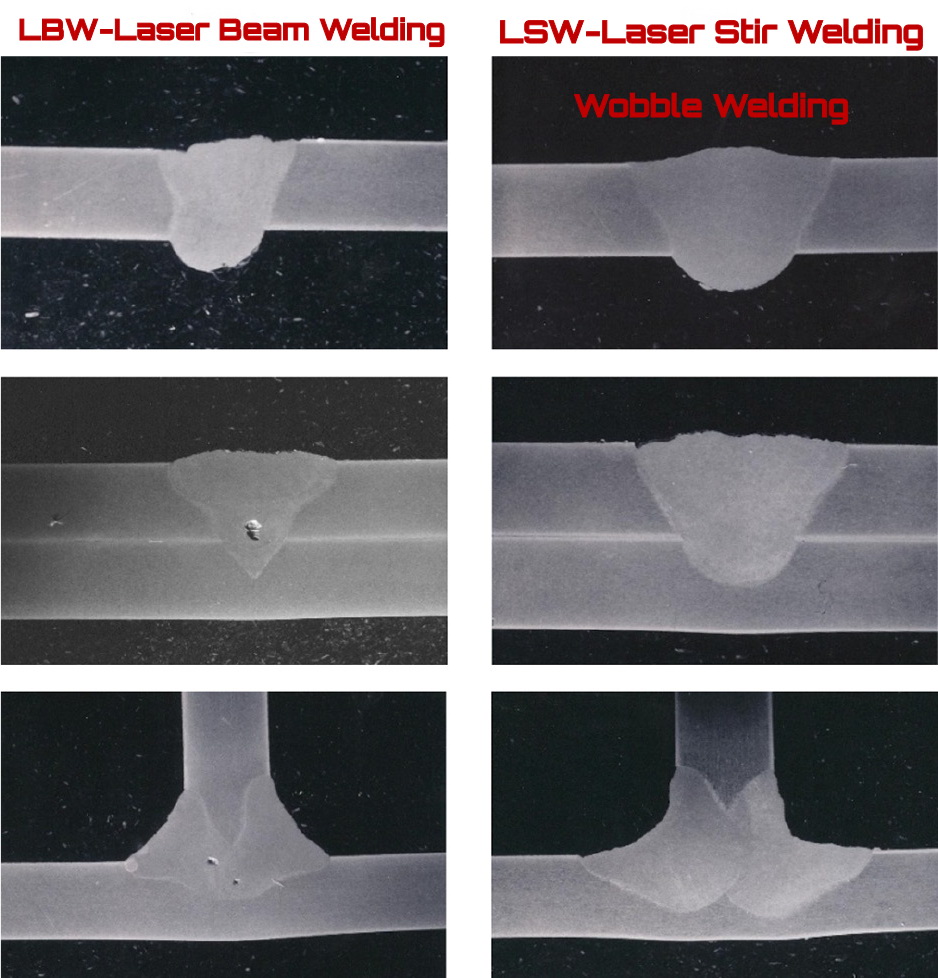
Soudage par faisceau laser vs soudage par oscillation par faisceau laser (ou soudage par agitation par faisceau laser)
Le soudage par faisceau laser (LBW) est une technique d'assemblage de matériaux qui applique un rayonnement laser pour faire fondre le matériau de base et créer le joint de soudage. Le processus de soudage par faisceau laser est lié à d'autres méthodes de soudage traditionnelles, telles que le soudage par faisceau d'électrons (EBW), le soudage à l'arc plasma de tungstène (PAW) ou le soudage à l'arc au tungstène sous gaz inerte (TIG).
Le soudage par faisceau laser applique un laser industriel haute puissance pour créer un bain de fusion étroit et profond entre les pièces à souder. Le laser est une source de chaleur hautement concentrée qui peut être facilement automatisée et installée sur des cellules de soudage industrielles ou montée dans un pistolet portatif comme notre wobble-3, offrant des vitesses de soudage élevées pour de nombreuses applications industrielles.
Néanmoins, des facteurs tels que la qualité du faisceau laser ou les matériaux traités ont une grande influence sur la géométrie résultante, la microstructure et la répartition des contraintes résiduelles. Par conséquent, les résultats finaux dépendent directement des paramètres d'entrée du processus, ce qui signifie que les paramètres du processus doivent être soigneusement sélectionnés pour obtenir la qualité souhaitée.
Le soudage par agitation au laser (LSW) - (Le soudage par oscillation au laser LWW) utilise une forme de manipulation du faisceau pour faire osciller le trou de serrure ou la cavité de vapeur dans un plus grand bassin en fusion. Cela nécessite un taux de manipulation relativement élevé, qui peut être représenté par un mouvement circulaire ou un autre motif. La manipulation du faisceau et son oscillation correspondante de la cavité de vapeur à l'intérieur du bain de fusion sont utilisées conjointement avec le mouvement utilisé pour le trajet de soudage.
En raison de la petite taille du point du laser, l'apport de chaleur est généralement 200 fois inférieur à celui des procédés de soudage à l'arc comme le soudage MIG, MAG ou TIG.
Pour profiter pleinement des avantages du soudage au laser, un fabricant doit s'engager avec une machine de soudage laser normale à un traitement de tôle de haute qualité avant le soudage.
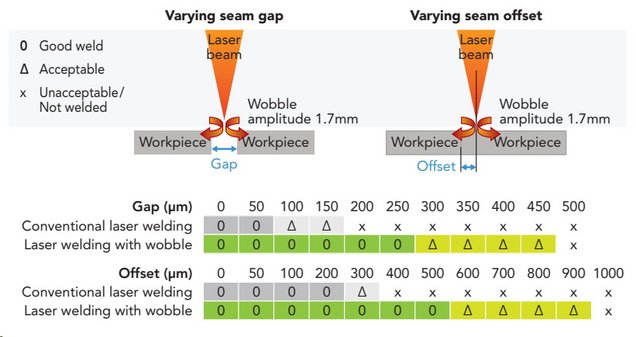
En règle générale : les écarts de matériau dans la zone de soudure doivent être limités à environ 0,10 ~ 0,12 mm maximum, bien que cette limite puisse être étendue à un écart de 0,50 ~ 0,80 mm et plus avec notre nouvelle torche de soudage laser wobble6-PRO + avec largeur de soudage réglable.
Heureusement, ces tolérances sont facilement respectées par les machines de découpe laser 2D et les presses plieuses modernes. Bien que les pièces puissent généralement être converties du soudage à l'arc au soudage au laser avec quelques ajustements mineurs à la conception, le soudage au laser offre aux ingénieurs de conception de nouvelles opportunités, telles que les soudures par chevauchement, les soudures d'angle et les soudures de bride. Même les géométries de joint complexes telles que les formes incurvées ou les matériaux avec différentes épaisseurs de tôle peuvent être facilement soudées au laser.
Le soudage par agitation au laser (soudage par oscillation) implique la manipulation du faisceau laser pour fournir une agitation hydrodynamique et la guérison ultérieure du trou de serrure.
Pour réaliser la méthode d'oscillation, un laser fixe est manipulé optiquement avec des accessoires, tels que notre tête oscillante, qui permettent au laser d'osciller selon un motif programmé le long du joint de soudure. La méthode d'oscillation produit une soudure supérieure en réduisant considérablement les imperfections, en augmentant la cohérence, en réduisant le coût des matériaux et en offrant plus de tolérance pour les variables de processus.
Soudage laser par agitation - Soudage laser par oscillation
Le soudage par agitation au laser ou soudage par oscillation est un processus dans lequel un laser à faisceau continu oscille ou oscille à une fréquence relativement élevée, ce qui provoque une action d'agitation dans le bain de fusion en fusion - d'où le terme "soudage par agitation ou soudage par oscillation". Le résultat est une manipulation du bain de soudure / de la cavité de vapeur, qui modifie certaines caractéristiques clés de la soudure.
Avantages:
- Le soudage par malaxage au laser permet d'obtenir des joints largement exempts de défauts, sans fissuration à chaud, porosité ou fissures de solidification.
- Contrôle plus précis du bain de soudure pour une stabilité accrue du trou de serrure.
- Contrôle amélioré du profil et de la géométrie de la soudure - par exemple, les joints peuvent être conçus avec plus de largeur à la racine de la soudure, ce qui peut être très utile pour les soudures à recouvrement/traversant/aveugle.
- Les profils de soudure peuvent être manipulés de manière asymétrique, par exemple en augmentant la pénétration d'un côté du joint de soudure.
- Les motifs peuvent être programmés pour compenser les grands écarts dans les joints de soudure et d'autres problèmes de géométrie de soudure potentiellement problématiques.
- Des vitesses d'avance plus élevées peuvent être obtenues qu'avec les techniques laser pulsées.
- Aucun matériau de remplissage n'est requis.